製造部門が、提示した計画以上に作ってしまって、棚卸資産増えてしまった。。
計画を守る文化を作るのが最も大事ですが、製造部門が稼働率(かどうりつ)をKPIとしている点を見直す必要もありそうです。
あなたの工場では、稼働率を、KPIとして使っていますか?
実際いろんな工場を見てきましたか、結構稼働率をKPIとして設定している工場も多いです。
大体製造部門とか、たまに生産技術部門がKPIに責任持っていますね。
一見、設備をフル稼働させて、稼働率が上がれば、儲かるような気もします。
でも、実際そうでしょうか?
以下では稼働率と可動率の違いも踏まえ、可動率を使うべき理由についてお伝えします。
稼働率(かどうりつ)とは
稼働率は、以下の計算式で求められます。
$$稼働率=\frac{生産実績}{定時生産能力}\times100$$例えばあるプレス設備の生産能力が1000ヶ/hr、定時が8hrのとき、定時生産能力は8000ヶ(=1000ヶ/hr×8hr)です。
在庫を持たないと仮定すると、
- X日の受注が8000ヶのとき、稼働率100%
- Y日の受注が4000ヶのとき、稼働率50%
- Z日の受注が10000ヶのとき、稼働率125%
でプレス設備を稼働させる必要があります。
受注状況によって、稼働率は100%を超えることもあるのか。
稼働率が100%を超えるときは、2時間残業等で受注に対応する必要がありますね。
可動率(べきどうりつ)とは
可動率は、以下の計算式で求められます。
$$可動率=\frac{生産実績数(良品)\times{1ヶあたり標準作業時間}}{実稼働時間}\times100$$例えば先ほどのプレス設備は、生産能力が1000ヶ/hrでした。
これは言い換えると、1ヶ作るのに1/1000hr掛かることになります。
ここで、定時間(8時間)稼働したにも関わらず、7000ヶしか実績が上がらなかった場合、可動率は下記となります。
$$可動率=\frac{7000(ヶ)\times\frac{1}{1000}(hr)}{8(hr)}\times100=87.5$$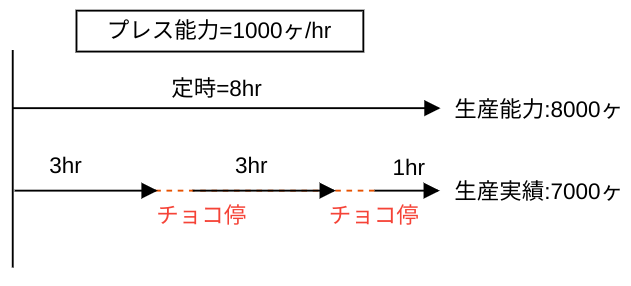
この日はチョコ停が多くて、思ったように数が上がらなかったんだよな。
改善を積み重ねて、可動率(べきどうりつ)を100%に近づけることが、製造現場の使命と言われています。
可動率が重視される理由
作りすぎのムダが起きにくい
昔の大量生産・大量消費時代とは異なり、現代は作っても売れないため、需要を見ながら生産を行うことを企業は求められます。
そんな経営環境の中、現場の評価指標が「稼働率」だったらどうなるでしょう。
先ほどのプレス設備の例で言えば、需要が4000ヶしかない日であっても、稼働率100%を目指し、定時生産能力の8000ヶを作りますね。
これでは必要ない製品を作ってしまう、作りすぎのムダを生じさせてします。
可動率がKPIとなっていれば、4000ヶを4時間で作ろうとする意思が働き、必要以上に生産することを避けることができます。
稼働率は「市場環境に適したタイミングで設備投資できたのか」を測る、経営サイドが責任を持つべき指標です。
製造現場で管理する指標には向いていません。
問題の本質改善につながる
可動率を向上させるためには、
- 設備故障
- 段取り
- 不良、手直し
といった原因を現状分析し、なぜ理論値通りに生産実績が上がらないのかを見極め、対策を打つ必要があります。
原因究明のアプローチとしては、QC7つ道具が有名です。
- パレート図
- ヒストグラム
- 散布図
- 特性要因図
- チェックシート
- グラフ
- 管理図
特にパレート図を使った分析は、対応すべき問題を1/10ほどに絞り込むことができるため、非常に有効です。
製造部では半期に一度、小集団活動で業務改善やっているよ。
製造部だけでなく、間接部門でもQC7つ道具を使った小集団活動に取り組むことをおすすめします。
担当者が抱えている問題に仮説を立て、分析・対策と効果刈り取りを行うことで、一人ではできない改善ができるようになります。
職場活性化への貢献も、成果として大きいですよ。